Баш таш
Фон
Мүрзө таштары эстелик таштар, мүрзө белгилери, көрүстөн таштары жана мүрзө таштары сыяктуу көптөгөн түрдүү аталыштар менен белгилүү.Мунун баары мүрзө таштарынын функциясына тиешелүү;маркумдарды эскерүү жана эскерүү.Башында мүрзө таштары талаа таштарынан же жыгачтан жасалган.Кээ бир жерлерде таштарды («карышкырдын таштары» деп аташат) тайыз көрүстөндү тазалап жаткан жаныбарларга жол бербөө үчүн коюшкан.
тарых
Археологдор 20 000-75 000 жыл мурунку неандерталь мүрзөлөрүн табышты.Сөөктөр чоң таш үйүлгөн үңкүрлөрдөн же тешиктерин жаап турган таштардан табылган.Бул мүрзөлөр кокустан болгон деп ойлошот.Жарадарлар же өлүп жаткандар сакайып кетүү үчүн артта калган болушу мүмкүн, ал эми таштарды же таштарды жапайы жаныбарлардан коргоо үчүн үңкүрдүн алдына түртүп коюшкан.Ирактагы Шариндар үңкүрүндө адамдын (б.з.ч. 50 000-ж.) сөөгүнүн айланасына гүлдөр чачылган сөөктөр сакталган.
Убакыттын өтүшү менен сөөк коюунун башка ар кандай ыкмалары өнүккөн.Биздин заманга чейинки 30 000-жылы кытайлар өлүктөрүн сактоо үчүн табыттарды биринчилерден болуп колдонушкан Мумиялоо жана бальзамдоо биздин заманга чейинки 3200-жылдары Египет фараондорунун сөөгүн кийинки жашоого сактап калуу үчүн колдонулган.Фараондор саркофагга салынып, алардын башка дүйнөдө да кабыл алынышын камсыз кылуу үчүн кызматчыларын жана ишенимдүү кеңешчилерин чагылдырган айкелдер, ошондой эле алтын жана кымбат баалуу буюмдар менен көмүлмөк.Кээ бир падышалар алардын чыныгы кызматчыларын жана кеңешчилерин өлүмдө коштоп жүрүүнү талап кылышкан жана кызматчылар менен кеңешчилери өлтүрүлүп, мүрзөгө коюлган.Мумиялоо менен бир убакта башталган кремация да өлгөндөрдү жок кылуунун популярдуу ыкмасы болгон.Бүгүнкү күндө ал Америка Кошмо Штаттарында утилдештирүү ыкмаларынын 26% жана Канадада 45% түзөт.
Диндер өнүккөн сайын кремацияга көңүл бурулбай калган.Көптөгөн диндер бутпарастардын ырым-жырымдарын элестетет деп, кремацияга тыюу салышкан.Сөөк коюу ыкмасы артыкчылыктуу болгон, жана кээде өлгөндөрдүн урмат-сый көрсөтүүсү үчүн үйдө бир нече күн жаткырылган.1348-жылы чума Европаны каптап, өлгөндөрдү мүмкүн болушунча тезирээк жана шаарлардан алыс жерге көмүүгө мажбурлаган.Бул өлүм жана сөөк коюу ырым-жырымдары көрүстөндөргө толуп кеткенге чейин уланып, көп сандаган тайыз мүрзөлөрдөн улам оорунун жайылышын уланткан.1665-жылы Англиянын парламенти сөөк коюу аземин гана өткөрүүнү жактап, мүрзөлөрдүн мыйзамдуу тереңдиги 6 фут (1,8 м) болушу керек деп чечим чыгарган.Бул оорунун жайылышын азайткан, бирок көптөгөн көрүстөндөрдүн саны ашыкча болгон.
Бүгүнкү көргөнгө окшош биринчи көрүстөн 1804-жылы Парижде түзүлгөн жана "бак" көрүстөн деп аталган.Пер-Лашезде Оскар Уайлд, Фредерик Шопен жана Джим Моррисон сыяктуу көптөгөн атактуу ысымдар жашайт.Дал ушул бакча көрүстөндөрүндө мүрзө таштары жана эстеликтер кылдаттык менен жасалган иштерге айланган.Мемориалдын көлөмүн жана чеберчилигин адамдын социалдык абалы аныктаган.Алгачкы эстеликтерде тирүүлөрдүн акырет жашоосунан коркуу сезимин ойготуу үчүн скелеттер жана жиндер менен коркунучтуу көрүнүштөр чагылдырылган.Кийинчерээк он тогузунчу кылымда мүрзөдөгү таштар маркумду өйдө алып бара жаткан керуптар жана периштелер сыяктуу тынчтык көрүнүштөрдүн пайдасына эволюцияланган.Америка Кошмо Штаттары 1831-жылы Кембриджде, Массачусетс штатында, өзүнүн айылдык көрүстөнүн, Маунт-Оберн көрүстөнүн негиздеген.
чийки заттар
Алгачкы мүрзө таштары шиферден жасалган, ал жаңы Англиянын башында жергиликтүү жерде болгон.Популярдуу болгон кийинки материал мрамор болгон, бирок убакыттын өтүшү менен мрамор жараксыз болуп, маркумдун аты-жөнү жана маалыматтары чечмеленбей калган.1850-жылга чейин, гранит анын ийкемдүүлүгү жана жеткиликтүүлүгү үчүн артыкчылыктуу таш материал болуп калды.Заманбап эстеликтерде гранит негизги чийки зат болуп саналат.
Гранит – бул негизинен кварц, талаа шпаты жана плагиоклаздык талаа шпаты менен аралашкан башка майда бөлүкчөлөрдөн турган магмалык тоо тек. Гранит ак, кызгылт, ачык боз же кочкул боз болушу мүмкүн.Бул тек магмадан (эриген материалдан) жасалган, ал акырындап муздайт.Муздаган магма жер кыртышынын жылышы жана топурактын эрозиясынын натыйжасында ачылат.
Дизайн
Баш ташты жекелештирүүнүн сансыз жолдору бар.Эпитафиялар Ыйык Жазманын цитаталарынан тартып, түшүнүксүз жана күлкүлүү билдирүүлөргө чейин.Коштоочу статуэткалар таштын ичине оюлуп, үстүнө же жанына коюлушу мүмкүн.Таштардын көлөмү жана формасы да ар түрдүү.Жалпысынан алганда, бардык таштар машина менен жылмаланган жана оюлуп, анан кол менен майдаланган.
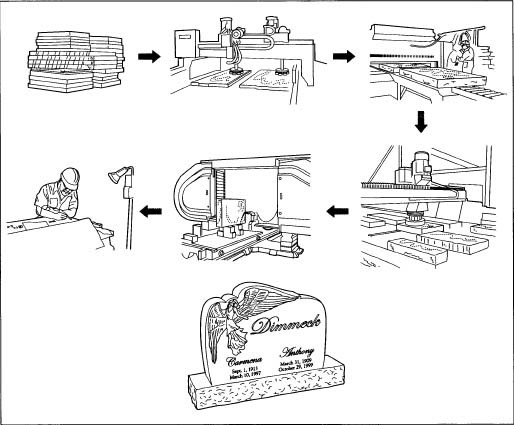
The Manufacturing
Процесс
- Биринчи кадам таштын түрүн (адатта мрамор же гранит) жана түсүн тандоо болуп саналат.Андан кийин гранит блоку тегинен кесилип алынат.Муну жасоонун үч жолу бар.Биринчи ыкма - бургулоо.Бул ыкма граниттин ичине 1 дюйм (2,54 см) жана 20 фут (6,1 м) тереңдикте вертикалдуу тешиктерди ачкан пневматикалык бургу колдонот.Андан кийин карьерчилер 4 дюймдук (10,1 см) узундугу 4 дюймдук болоттон жасалган биттерди колдонушат, алар тоо тектин өзөгүн кесип салуу үчүн болот.
Реактивдүү пирсинг бургулоого караганда алда канча тезирээк, болжол менен жети эсе.Бул ыкмада 16 фут (4,9 м) бир саатта казууга болот.Процесс 2,800 ° F (1,537,8 ° C) жалын түрүндөгү басымдагы углеводород күйүүчү майдын жана абанын аралашмасын чыгаруу үчүн көңдөй болот огу бар ракета моторун колдонот.Бул жалын үндүн ылдамдыгынан беш эсе чоң жана гранитти 4 дюйм (10,2 см) кесип салат.
Үчүнчү жол - эң эффективдүү ыкма, тынчыраак жана дээрлик эч кандай калдык чыгарбайт.Суу агымы пирсинг гранитти кесүү үчүн суунун басымын колдонот.Суу агымынын пирсингинин төмөнкү жана жогорку басымдуу эки системасы бар.Экөө тең суунун эки агымын чыгарышат, бирок төмөнкү басым системасынын агымдары 1,400-1,800 psi, ал эми жогорку басым агымдары 40,000 psi астында.Реактивдүү учактардагы суу кайра колдонулат жана бул ыкма каталарды жана ысырап болгон материалдарды азайтат.
- Кийинки кадам блокту карьердин керебетинен алып салуу болуп саналат.Жумушчулар карбид менен капталган 1,5-1,88 дюйм (3,81-4,78 см) болоттон жасалган чоң пневматикалык бургуларды алып, гранит блогуна горизонталдуу бургулашат.Андан кийин алар кагазга оролгон жардыруу заряддарын тешиктерге салышат.Төлөмдөр коюлгандан кийин, блок таштын калган бөлүгүнөн таза тыныгуу жасайт.
- Гранит блоктору, адатта, туурасы 3 фут (0,9 м), бийиктиги 3 фут (0,9 м) жана узундугу 10 фут (3 м), салмагы болжол менен 20 250 фунт (9 185 кг) болот.Жумушчулар же блоктун тегерегине кабелди айлантышат же эки учуна бургулоо илгичтерин тешип, кабелди илгичтерге бекитишет.Эки жол менен кабель гранит блогун көтөрүүчү чоң деррикке жана аны таш чыгаруучуга ташыган жалпак жүк ташуучу унаага бекитилет.Карьерлер өз алдынча ээлик кылып, гранитти өндүрүүчүлөргө сатышат, бирок карьерлерге ээлик кылган ири компаниялар бар.
- Өндүрүштүк үйгө келгенден кийин гранит плиталары конвейерге түшүрүлөт, ал жерде алар майда плиталарга кесилет.Плиталар көбүнчө 6, 8, 10 же 12 дюйм (15,2, 20,3, 25 жана 30,4 см) калыңдыгы.Бул кадам айлануучу алмаз араа менен жүзөгө ашырылат.Араа 5 фут (1,5 м) же 11,6 фут (3,54 м) катуу болоттон жасалган алмаз бычак менен жабдылган.Бычак, адатта, болжол менен 140-160 өнөр жай алмаз сегменттерине ээ жана орточо 23-25 фут кесүү мүмкүнчүлүгүнө ээ.2(2,1-2,3 м2) бир саат.
- Кесилген плиталар түрдүү сандагы айлануучу баштардын (көбүнчө сегизден 13кө чейин) астынан өткөрүлөт.
мүрзө ташын өндүрүү.
эң абразивден эң азына чейин.Алгачкы бир нече баштар катуу алмаз кумуна ээ, ортоңку баштар тондоо үчүн, ал эми акыркы бир нече баштар кийиз буфердик жаздыкчалар менен жабдылган.Бул жаздыкчалардын үстүндө суу жана алюминий же калай кычкылы порошок бар, ташты жылмакай, жылтырак кылып жылтырат.
- Андан кийин жылмаланган плита конвейер боюнча гидравликалык сыныкчыга жылдырылат.сынык таш аркылуу вертикалдуу кесип кылып, гранит плитага гидравликалык басымдын 5000 PSI жакын алып карбид тиштери менен жабдылган.
- Андан кийин кесилген таш тиешелүү формага келтирилет.Бул же кескич жана балка менен кол менен, тагыраак айтканда, көп тилдүү алмаз араа менен жасалат.Бул машинаны 30га чейин кармай тургандай кылып коюуга болот, бирок, адатта, сегиз же тогуз гана жүктөлөт.Тогуз бычак менен жабдылган бул көп кырдуу алмаз араа 27 фут кесип алат2(2,5 м2) бир саат.
- Андан кийин таштын беттери кайра жылмаланат.Жогорку автоматташтырылган процессте бир эле учурда 64 даана жылмалоого болот.
- Тик четтери беттик жылмалоочуга окшош автоматташтырылган жылмалоочу машина менен жылмаланат.Бул машина эң катаал кум башын тандап, аны таштын вертикалдуу четтеринен иштетет.Машина андан кийин четтери жылмакай болгонго чейин башка жармаларды аралайт.
- Радиалдык четтери эки алмазды жылмалоо барабанынын жардамы менен бир эле учурда майдаланат жана жылмаланат.Биринде катуу бриллиант бар, ал эми экинчисинде майдараак.Андан кийин таштын радиалдык четтери жылмаланат.
- Татаал таш фигуралары керек болсо, жылмаланган таш алмаз зым араасына жылдырылат.Оператор арааны тууралап, фигураларды мүрзөгө түшүрүү үчүн компьютердик программалык камсыздоону колдонгон процессти баштайт.Ар кандай майдалоо же майдалоо кол менен бүтөт.
- Андан кийин мүрзө ташы бүтүрүүгө даяр.Rock Pitching таштын сырткы четтерин кол менен кесүүнү талап кылат, бул дагы даана, жеке форманы берет.
- Азыр мүрзөдөгү таш жылмаланып, О формасына келтирилгенден кийин, оюп түшүрүүгө убакыт келди.Көбүнчө кум чачуу колдонулат.Ташка суюк желим колдонулат.Желимдин үстүнө резина трафарет колдонулат, андан кийин дизайндын көмүртектүү макети менен жабылат.Көмүртек чийүүчү тарабынан даярдалган дизайнды резина трафаретине өткөрүп берет.Андан кийин жумушчу таштын үстүнөн каалаган тамгаларды жана дизайн өзгөчөлүктөрүн кесип, аларды кум чачууга ачык кылат.Кум чачуу же кол менен жасалат же автоматташтырылган.Ар бир ыкма процесстин кооптуулугунан улам жабык аймакта жасалат.Жумушчу таштан чагылган бүртүкчөлөрдөн корголушу үчүн толугу менен капталган.Курсту кесүүчү абразив 100 psi күчкө ээ.Чаң жыйноочулар чаңды чогултуп, кайра колдонуу үчүн сакташат.
- Андан кийин ташка жогорку басымдагы буу чачылып, калган трафарет же клейден арылышат.Ал кайрадан жылмаланып, кылдат текшерилет, андан кийин финишти коргоо үчүн целлофанга же оор кагазга таңгакталган.Пакет ящиктерге салынып, кардарга же сөөк коюучу директорго жөнөтүлөт.
Сапатты көзөмөлдөө
Сапатты контролдоо өндүрүш процессинде катуу талап кылынат.Оор граниттин ар бир плитасы түстүүлүгү үчүн текшерилет.Ар бир жылмалоо кадамынан кийин баш таштын кемчиликтери текшерилет.Чиптин же чийүүнүн биринчи белгиси болгондо, таш сызыктан алынат.
Кошумча продуктылар/Калдыктар
Карьерде колдонулган кесүү процессине жараша калдыктар ар кандай болот.Бургулоо карьерди казуунун эң аз так ыкмасы, ошондуктан эң көп калдыктарды чыгарат.Суу агымы ыкмасы ызы-чууну жана чаңды эң аз өлчөмдө чыгарат.Ал ошондой эле башка процесстерге караганда отун үнөмдүү жана сууну кайра иштетүүгө мүмкүндүк берет.Кум бөлүкчөлөрү да чогултулуп кайра колдонулат, анткени кум чачууда калдыктар да аз болот.Өндүрүлгөн гранит таштары көбүнчө башка өндүрүш компанияларына сатылат же чет өлкөлөргө экспорттолот.Калган сапатсыз таштар жарактан чыгарылат.
Келечек
Көптөгөн жаңы ыкмалар бар, алар новатордук программалык камсыздоону колдонуп, мүрзөлөрдүн эскиздерин оюп түшүрүшөт.Лазердик оюу – бул лазер нурунун жардамы менен мүрзө ташына сүрөттөрдү жана татаалыраак конструкцияларды коюуга мүмкүндүк берген алдыдагы өнүгүү.Лазердин ысыгы граниттин бетине кристаллдарды чыгарат, натыйжада бийик, ачык түстөгү оюу пайда болот.
Жакынкы келечекте граниттин түгөнүшүн алдын ала айтуу мүмкүн эмес.Карьерлер казылган сайын жаңы ресурстар пайда болот.Бир убакта экспорттолуучу граниттин көлөмүн чектеген көптөгөн ченемдер бар.Өлгөндөрдү утилдештирүүнүн альтернативалуу ыкмалары да мүрзө таштарынын өндүрүшүн чектеген факторлор болуп саналат.
Билдирүү убактысы: 2021-жылдын 5-январына чейин